





 Резервуары для хранения
Резервуары для хранения
 Солнечные нагреватели
Солнечные нагреватели
 Тепловые насосы
Тепловые насосы
Планирование качества продукции (APQP)
Наша компания применяет требования стандарта IATF 16949. В этом контексте потенциальные дефекты процесса выявляются с помощью Анализа видов и последствий отказов (FMEA), и внедряются необходимые контрольные меры. Системы измерений проверяются с помощью Анализа измерительных систем (MSA), а статистическая проверка выполняется с использованием Статистического управления процессами (SPC).
Процесс утверждения производственных деталей (PPAP)
Файл PPAP, включающий блок-схему, FMEA, MSA, SPC, план качества, контрольные формы, записи о проектировании, результаты анализа/испытаний материалов, жалобы клиентов, калибровку, записи о прослеживаемости, переработку и затраты на низкое качество (PPM), может быть подготовлен по запросу клиента.
Обработка жалоб клиентов
Жалобы клиентов, полученные по электронной почте отделом продаж, передаются в отдел качества. Отдел качества регистрирует жалобу в системе ERP (Canias) и исследует её основную причину. При необходимости инициируются корректирующие действия и подготавливается отчёт 8D.
Контроль входных данных
На этом этапе закупленные материалы проходят необходимые проверки. Записи контроля входных данных управляются в системе ERP (Canias) в соответствии с планом качества входных данных. Соответствующие материалы отправляются на склад сырья, а несоответствующие материалы либо отклоняются, либо принимаются условно. Поставщики уведомляются через Отчёт о несоответствии.
Контроль процесса
Контроль на этапе производства проводится на основе соответствующего плана качества и регистрируется в контрольных формах качества. Несоответствующие продукты либо перерабатываются, либо утилизируются.
Финальный контроль
Финальные проверки проводятся на завершённых продуктах и регистрируются в формах финального контроля. Соответствующие продукты отправляются на отгрузку, а несоответствующие перерабатываются или отклоняются.
Калибровка
Калибровка измерительного оборудования проводится ежегодно аккредитованными организациями и отслеживается в системе ERP (Canias).
Переработка и затраты на низкое качество
Продукты, идентифицированные как отходы, возвраты или переработка на этапах контроля входных данных, контроля процесса и финального контроля, регистрируются в системе ERP (Canias).
Прослеживаемость
Прослеживаемость управляется через ERP (Canias), отслеживая серийные номера и доступ к записям контроля процесса и финального контроля на основе номеров заказов на работу.
Эмалированные котлы
Эмалированные котлы используются для приготовления и хранения горячей воды в домах, на рабочих местах, в отелях и больницах.
Стандарты производства
- DIN EN 4753-3 (Требования Федерального агентства по охране окружающей среды Германии - UBA)
- Директива Комиссии (ЕС) 2015/863 (Европейская комиссия по эмали - EEA)
- Директива Eco-Design 2009/125/EC
Процесс очистки поверхности
Перед нанесением эмали металлическая поверхность должна быть должным образом подготовлена.
Система управления качеством
| КАЧЕСТВО | 1. ПРОДАЖИ И МАРКЕТИНГ |
|---|---|
| 2. ПРОИЗВОДСТВО И ПЛАНИРОВАНИЕ | |
| 3. ПОКУПКИ | |
| 4. ХРАНЕНИЕ | |
| 5. ОТПРАВКА |
Общее функционирование системы управления качеством
-
Система управления качеством
-
Гарантия качества
-
Контроль качества
-
Контроль входа
-
Контроль процесса
-
Финальный контроль
-
-
Обеспечение качества / ISO 9001 / IATF 16949
APQP : Требования стандарта IATF 16949 применяются в нашей компании. В этом контексте дефекты, которые могут возникнуть в процессе, обнаруживаются с помощью системы обнаружения дефектов и анализа эффектов (FMEA), и принимаются необходимые контрольные меры. Наши системы измерений проверяются с помощью Анализа систем измерений (MSA), а статистическая проверка измерений в процессе выполняется с помощью Статистического контроля процессов (SPC).
PPAP : Файл PPAP, состоящий из диаграммы потока, FMEA, MSA, SPC, плана качества, контрольных форм, документов проектирования, анализа материалов/результатов тестов, жалоб клиентов, калибровки, записей о прослеживаемости, дообработки и расходов на некачественную продукцию (PPM), может быть подготовлен в соответствии с запросом клиента.
Содержимое файла PPAP;
Жалобы клиентов : Жалобы клиентов, полученные от отдела продаж по электронной почте, перенаправляются в отдел качества. Отдел качества регистрирует жалобу в системе ERP (Canias) и изучает коренную причину жалобы. Если необходимо, предпринимаются корректирующие действия по жалобе, и готовится отчет 8D.
Калибровка : Калибровка измерительного оборудования проводится один раз в год аккредитованными организациями. Мониторинг калибровки осуществляется через систему ERP (Canias).
Дообработка и расходы на некачественную продукцию : Продукция, выявленная на этапах контроля входных материалов, контроля процессов и финального контроля, выделенная как брак/возврат/дообработка, регистрируется в системе ERP (Canias).
Прослеживаемость : Мониторинг прослеживаемости осуществляется через систему ERP (Canias) по серийному номеру, а записи контроля процессов и финального контроля доступны по номеру рабочего заказа.
Контроль качества
Контроль входных материалов : Это этап, на котором проводятся необходимые проверки для принятия покупных материалов. Записи о материалах, подвергшихся контролю входного качества в соответствии с планом качества, также осуществляются через систему ERP (Canias). После контроля материалы, соответствующие плану качества, поступают на склад сырья. Материалы, не соответствующие плану качества, отклоняются или принимаются условно. Не conformные материалы сообщаются поставщику с Отчетом о несоответствии.
Контроль процессов : Контроль продукции на стадии производства проводится в соответствии с соответствующим планом качества и фиксируется в формах контроля качества. После контроля продукция, соответствующая плану качества, продолжает процесс. Если продукция не соответствует плану качества, принимается решение о дообработке или отказе. Продукция, для которой принято решение о дообработке, отправляется на склад дообработки, а отказанная продукция — на склад брака.
Финальный контроль : Финальные проверки проводятся на готовой продукции. Это фиксируется с помощью форм финального контроля. Продукция, соответствующая результатам финальной проверки, отправляется в зону отгрузки. Для несоответствующих изделий принимается решение о дообработке или отказе.
Контроль качества согласно стандартам производства эмалированных котлов
Эмалированные котлы — это продукция, используемая для подготовки и хранения горячей воды, необходимой в домах, офисах, гостиницах и больницах.
DIN EN 4753-3 (требования Федерального агентства охраны окружающей среды Германии) для производства эмалированных котлов.
Делегированное постановление Комиссии (ЕС) 2015/863 (Европейская комиссия по эмалям).
Директива Eco-Design 2009/125/EC была принята за основу.

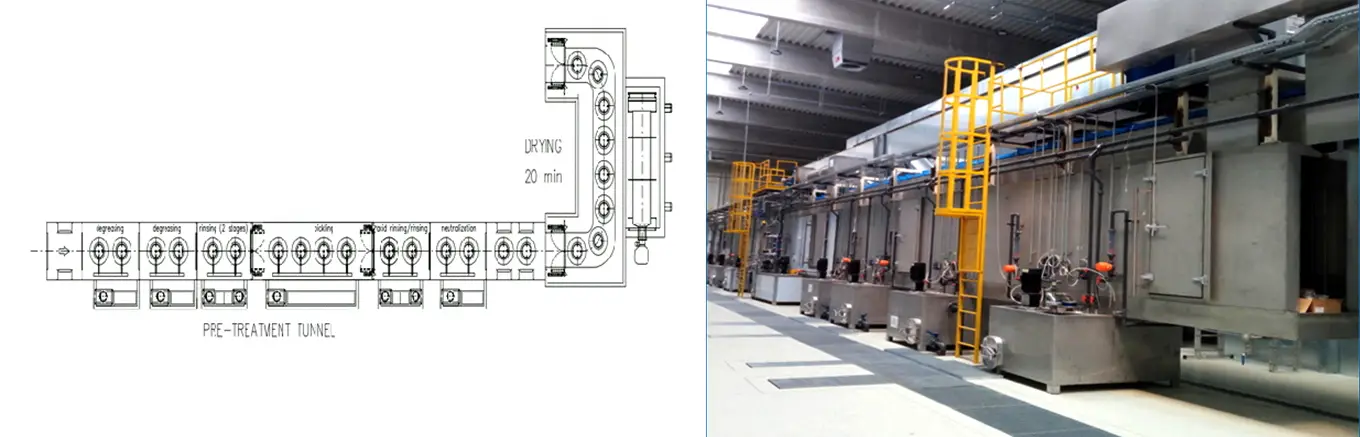
Процесс эмалирования - Линия очистки поверхности
Перед нанесением эмали металл, на который будет наноситься эмаль, должен быть подготовлен.
Приблизительное изображение запланированного расположения линии очистки поверхности и внешний вид линии очистки поверхности представлены ниже.
Методы контроля качества при нанесении эмалевого покрытия
Тесты влажной эмали
Измерение плотности Это тест, проводимый в лаборатории эмалей для измерения количества материала на единицу объема эмали.
Тест Bayer Измерение размера зерен эмали.
Измерение времени схватывания эмали Этот тест предназначен для измерения времени течения и схватывания эмали.
Тесты эмали
Тест на стойкость к цитратной кислоте Стойкость к кислотам определяется по деформациям, вызванным раствором цитратной кислоты на эмали. Он проводится согласно стандартам TS EN ISO 28706-1.
Тест на стойкость к кипящей воде Этот тест предназначен для измерения потерь, которые могут возникнуть, когда поверхность эмали подвергается воздействию горячей воды. Он проводится с использованием методов и оборудования, указанных в TS EN ISO 28706-2.
Тест на удар Этот тест проводится на ударном устройстве для определения стойкости сцепления эмали с основой. Он выполняется согласно стандарту TS EN 10209.
Тест на термошоки Цель этого теста — измерить поведение эмалированной поверхности при резких изменениях температуры с помощью последовательных термошоков.
Тест на гигиеническую безопасность Анализ миграции проводится в соответствии с нормой DIN EN 12873-1 для определения риска миграции токсичных веществ в воде.
Контроль качества согласно стандартам тепловых насосов
| ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ | ДИРЕКТИВА | СВЯЗАННЫЕ СТАНДАРТЫ |
|---|---|---|
| Директива по электромагнитной совместимости (EMC) | 2014/30/ЕС | EN 55014-1-2, EN 61000-3-11, EN 62233, EN 61000-3-12 EN 60335-1-2-40, EN 62233 EN 60204, EN 12100-1 EN 14276-1-2, EN 378-1-2-3-4 EN 14825, EN 14511, EN 14511-4, (ЕС) No 813/2013, ЕС 2016/2282:2016-11-30, EN 12102-1 EN 61000-3-3, EN 61000-3-2, ETSI EN 301 489-1 V2.2.3, ETSI EN 301 489-17 V3.2.4, EN IEC 62311, ETSI EN 300 328 V2.2.2 |
| Директива по низкому напряжению (LVD) | 2014/35/ЕС | |
| Директива по машинам (MD) | 2006/42/EC | |
| Директива по оборудованию под давлением (PED) | 2014/68/ЕС | |
| Директива по экодизайну | 2009/125/ЕС | |
| Энергетическая маркировка | 2010/30/ЕС | |
| Директива RoHS | 2011/65/ЕС, 2015/863 | |
| Директива ATEX (R290) | - | |
| Регламент радиооборудования (RED) | 2013/53/ЕС |
| Стандарт / Процесс | Описание | Регулирование |
|---|---|---|
| DIN EN 4753-3 | Требования Федерального агентства по охране окружающей среды Германии. | Федеральное агентство по охране окружающей среды Германии, Европейская комиссия по эмалям, Регламент по энергоэффективности для эмалированных котлов. |
| EU 2015/863 | Директива Европейской комиссии по эмалям. | |
| Eco-Design 2009/125/EC | Регламент по энергоэффективности для эмалированных котлов. | |
| APQP | Обнаружение дефектов и профилактические меры качества. | APQP, PPAP, Жалобы клиентов, Контроль входных материалов, Контроль процесса, Финальный контроль, Калибровка |
| PPAP | Файл одобрения для производственных частей, включая тесты качества. | |
| Жалобы клиентов | Регистрация жалоб на основе ERP и корректирующие действия. | |
| Контроль входных материалов | Проверка закупленных материалов перед приемкой. | |
| Контроль процесса | Контроль качества в процессе производства. | |
| Финальный контроль | Окончательная проверка перед отгрузкой. | |
| Калибровка | Ежегодная калибровка оборудования аккредитованными организациями. |
