





 Storage Tanks
Storage Tanks
 Solar Heaters
Solar Heaters
 Heat Pump
Heat Pump
Advanced Product Quality Planning (APQP)
Our company applies IATF 16949 standard requirements. In this context, potential faults in the process are detected using Fault Mode and Effect Analysis (FMEA), and necessary control measures are implemented. Measurement systems are verified through the Measurement Systems Analysis (MSA) application, and statistical verification is performed using Statistical Process Control (SPC).
Production Part Approval Process (PPAP)
A PPAP file, including the flow chart, FMEA, MSA, SPC, quality plan, control forms, design records, material analysis/test results, customer complaints, calibration, traceability records, rework, and costs of poor quality (PPM), can be prepared based on customer demand.
Customer Complaints Handling
Customer complaints received via e-mail by the sales unit are forwarded to the quality unit. The quality unit records the complaint in the ERP (Canias) system and investigates its root cause. If necessary, corrective action is initiated, and an 8D report is prepared.
Input Control
At this stage, purchased materials undergo necessary checks. Input control records are managed in the ERP (Canias) system according to the input quality plan. Compliant materials are sent to the raw material warehouse, while non-compliant materials are either rejected or conditionally accepted. Suppliers are notified via a Non-Conformance Report.
Process Control
Production phase control is conducted based on the relevant quality plan and recorded in quality control forms. Non-compliant products are either reprocessed or scrapped.
Final Control
Final checks are conducted on completed products and recorded in final control forms. Compliant products proceed to shipment, while non-conforming ones undergo reprocessing or are rejected.
Calibration
Measurement equipment calibration is conducted annually by accredited organizations and tracked in the ERP (Canias) system.
Rework and Costs of Poor Quality
Products identified as scrap, return, or rework during input control, process control, and final control stages are recorded in the ERP (Canias) system.
Traceability
Traceability is managed through ERP (Canias), tracking serial numbers and accessing process control and final control records based on work order numbers.
Enamel Boilers
Enamel boilers are used for preparing and storing hot water in homes, workplaces, hotels, and hospitals.
Production Standards
- DIN EN 4753-3 (UBA - German Federal Environmental Agency requirements)
- Commission Delegate Directive (EU) 2015/863 (EEA - European Enamel Commission)
- The Eco-Design Directive 2009/125/EC
Surface Cleaning Process
Before applying enamel, the metal surface must be properly prepared.
Quality Management System Processes
| QUALITY | 1. SALES AND MARKETING |
|---|---|
| 2. PRODUCTION AND PLANNING | |
| 3. PURCHASING | |
| 4. STORAGE | |
| 5. SHIPMENT |
General Operation of the Quality Management System
-
Quality Management System
- Quality Assurance
-
Quality Control
- Input Control
- Process Control
- Final Control
Quality Assurance/ISO 9001/ IATF 16949
APQP; IATF 16949 standard requirements are applied in our company. In this context, faults that may occur in the process are detected with Fault Systems and Effect Analysis (FMEA) and necessary control measures are taken. Our company's measurement systems are verified with the Measurement Systems Analysis (MSA) application, and statistical verification of measurements in the process is made with Statistical Process Control (SPC).
PPAP; PPAP file consisting of flow chart, FMEA, MSA, SPC, quality plan, control forms, design records, material analysis/test results, customer complaints, calibration, traceability records, rework and costs of poor quality (PPM) can be prepared in line with customer demand.
PPAP File Content;
Customer Complaints; Customer complaints received by the sales unit via e-mail are forwarded to the quality unit. The quality unit records the complaint in the ERP (Canias) system and examines the root cause of the complaint. If necessary, corrective action is initiated regarding the complaint and an 8D report is prepared.
Calibration; Calibration of measurement equipment is done once a year by accredited organizations. Calibration tracking is done via ERP (Canias).
Rework and Costs of Poor Quality; The products identified during the input control, process control and final control stages, separated as scrap/return/rework, are recorded on the ERP (Canias) system.
Traceability; Traceability tracking is done via ERP (Canias) according to the serial number and process control and final control records are accessed according to the work order number.
Quality Control
Input control; This is the stage where the necessary checks are made for the acceptance of purchased materials. The records of the materials whose input controls are made according to the input quality plan in the ERP (Canias) System are also made through the ERP (Canias) System. As a result of the control, the materials that comply with the input quality plan are taken to the raw material warehouse. Materials that do not comply with the input quality plan are rejected or conditionally accepted. Non-conforming materials are reported to the supplier together with the Non-Conformance Report.
Process Control; The control of the products in the production phase is carried out according to the relevant quality plan and recorded in the quality control forms. As a result of the control, the products that comply with the quality plan continue the process. If it does not comply with the quality plan, a reprocessing or rejection decision is made. Those for which a reprocessing decision has been made are taken to the reprocessing warehouse, and those for which a rejection decision has been made are taken to the scrap warehouse.
Final Control; Final checks are made on the completed products. It is recorded with final control forms. Products that are suitable as a result of the final check are sent to the shipping area. For non-conforming products, a reprocessing or rejection decision is made.
Quality Control According to Enamel Boiler Production Standards
Enamel boilers are products used to prepare and store hot water that we need in homes, workplaces, hotels and hospitals.
DIN EN 4753-3 (UBA-German Federal Environmental Agency requirements) standard for the production of enamel boilers.
Commission Delegate Directive (EU) 2015/863 (EEA-European Enamel Commission).
The Eco-Design directive 2009/125/EC was taken as reference.

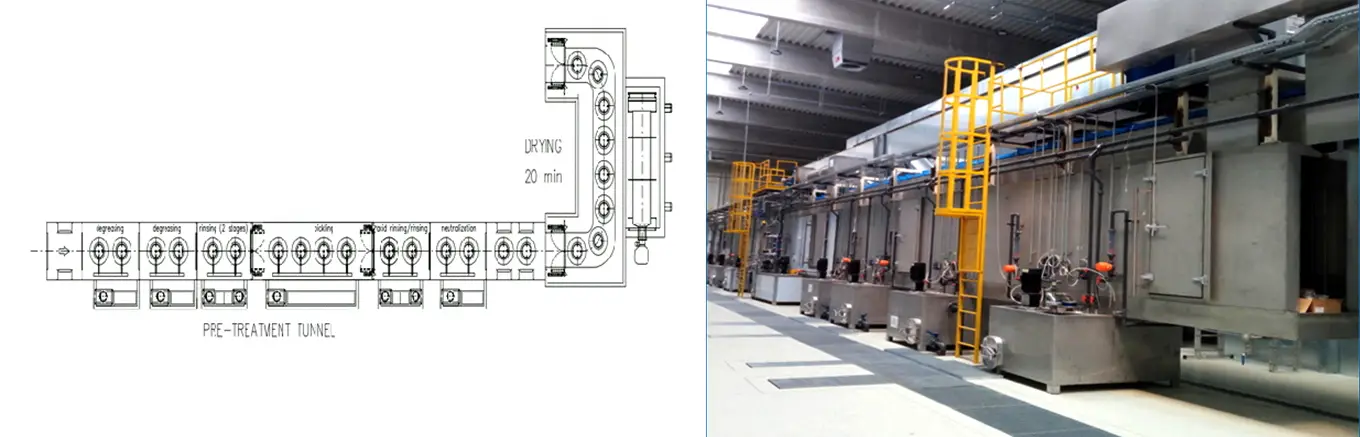
Enamel Coating Process-Surface Cleaning Line
Before applying the enamel, the metal to which the enamel will be applied must be prepared.
The approximate planned layout image of the surface cleaning line and the sample external view image of the surface cleaning line are as follows
Quality Control Methods in Enamel Coating
Wet Enamel Tests
1. Density Measurement
It is a test performed in the enamel laboratory to measure the amount of material per unit volume of enamel.
2. Bayer Test
It is the measurement of the grain size amount of enamel.
3. Enamel Set Value Measurement
It is aimed to measure the flow time and set of enamel.
Enamel Tests
1. Citric Acid Resistance Test
Acid resistance is determined according to the deformation caused by the citric acid solution on the enamel. It is done according to TS EN ISO 28706-1 standards.
2. Boiling Water Resistance Test
The purpose of this test is to measure the loss that may occur when the enamel surface is exposed to hot water. It is performed using the methods and apparatus specified in TS EN ISO 28706-2.
3. Impact Test
This test is performed on an impact test rig to determine the adhesion strength of the enamel to the substrate. It is performed in accordance with the TS EN 10209 standard.
4. Thermal Shock Resistance Test
The purpose of this test is to measure the behavior of the enameled surface under sudden temperature changes with successive thermal shock tests.
5. Hygienic Harmlessness Test
Migration analysis is carried out in accordance with the DIN EN 12873-1 standard to determine the risk of migration of substances that pose a toxicological risk into water.
Quality control according to Heat Pump Standard
| DECLARATION OF CONFORMITY | DIRECTIVE | RELATED STANDARDS |
|---|---|---|
| EMC Electromagnetic Compatibility Directive | 2014/30/EU |
EN 55014-1-2, EN 61000-3-11, EN 62233, EN 61000-3-12 EN 60335-1-2-40, EN 62233 EN 60204, EN 12100-1 EN 14276-1-2, EN 378-1-2-3-4 EN 14825, EN 14511, EN 14511-4, (EU) No 813/2013, EU 2016/2282:2016-11-30, EN 12102-1 EN 61000-3-3, EN 61000-3-2, ETSI EN 301 489-1 V2.2.3, ETSI EN 301 489-17 V3.2.4, EN IEC 62311, ETSI EN 300 328 V2.2.2 |
| LVD Low Voltage Regulation | 2014/35/EU | |
| MD Machinery Directive | 2006/42/EC | |
| PED Pressure Equipment Directive | 2014/68/EU | |
| ECO Design Directive | 2009/125/EC | |
| Energy Labelling | 2010/30/EU | |
| RoHS Directive | 2011/65/EU, 2015/863 | |
| ATEX (R290) Directive | - | |
| RED Radio Equipment Regulation | 2013/53/EU |
| Process | Description |
|---|---|
| APQP | Fault detection and preventive quality measures. |
| PPAP | Approval file for production parts including quality tests. |
| Customer Complaints | ERP-based complaint registration and corrective actions. |
| Input Control | Inspection of purchased materials before acceptance. |
| Process Control | Quality checks during production. |
| Final Control | Final inspections before shipment. |
| Calibration | Annual equipment calibration by accredited organizations. |
| Standard | Regulation |
|---|---|
| DIN EN 4753-3 | German Federal Environmental Agency requirements. |
| EU 2015/863 | European Enamel Commission directive. |
| Eco-Design 2009/125/EC | Energy efficiency regulations for enamel boilers. |
