





 Serbatoi di Stoccaggio
Serbatoi di Stoccaggio
 Riscaldatori Solari
Riscaldatori Solari
 Pompe di Calore
Pompe di Calore
Pianificazione Avanzata della Qualità del Prodotto (APQP)
La nostra azienda applica i requisiti dello standard IATF 16949. In questo contesto, i potenziali difetti del processo vengono rilevati utilizzando l'Analisi dei Modelli di Guasto e dei loro Effetti (FMEA), e vengono implementate le necessarie misure di controllo. I sistemi di misurazione vengono verificati tramite l'applicazione dell'Analisi dei Sistemi di Misura (MSA), e la verifica statistica viene eseguita utilizzando il Controllo Statistico di Processo (SPC).
Processo di Approvazione delle Parti di Produzione (PPAP)
Un file PPAP, che include il diagramma di flusso, FMEA, MSA, SPC, piano di qualità, moduli di controllo, registri di progettazione, risultati di analisi/test dei materiali, reclami dei clienti, calibrazione, registri di tracciabilità, rilavorazioni e costi della qualità scadente (PPM), può essere preparato su richiesta del cliente.
Gestione dei Reclami dei Clienti
I reclami dei clienti ricevuti via e-mail dall'unità vendite vengono inoltrati all'unità qualità. L'unità qualità registra il reclamo nel sistema ERP (Canias) e ne investiga la causa principale. Se necessario, viene avviata un'azione correttiva e viene preparato un rapporto 8D.
Controllo degli Input
In questa fase, i materiali acquistati vengono sottoposti ai controlli necessari. I registri del controllo degli input vengono gestiti nel sistema ERP (Canias) secondo il piano di qualità degli input. I materiali conformi vengono inviati al magazzino delle materie prime, mentre i materiali non conformi vengono respinti o accettati con riserva. I fornitori vengono informati tramite un Rapporto di Non Conformità.
Controllo del Processo
Il controllo della fase di produzione viene condotto in base al piano di qualità pertinente e registrato nei moduli di controllo qualità. I prodotti non conformi vengono rilavorati o scartati.
Controllo Finale
Vengono effettuati controlli finali sui prodotti completati e registrati nei moduli di controllo finale. I prodotti conformi procedono alla spedizione, mentre quelli non conformi vengono rilavorati o respinti.
Calibrazione
La calibrazione delle apparecchiature di misurazione viene eseguita annualmente da organizzazioni accreditate e monitorata nel sistema ERP (Canias).
Rilavorazioni e Costi della Qualità Scadente
I prodotti identificati come scarto, reso o rilavorazione durante le fasi di controllo degli input, controllo del processo e controllo finale vengono registrati nel sistema ERP (Canias).
Tracciabilità
La tracciabilità viene gestita tramite ERP (Canias), monitorando i numeri di serie e accedendo ai registri di controllo del processo e di controllo finale in base ai numeri dell'ordine di lavoro.
Caldaie Smaltate
Le caldaie smaltate sono utilizzate per preparare e conservare acqua calda in case, luoghi di lavoro, hotel e ospedali.
Standard di Produzione
- DIN EN 4753-3 (Requisiti dell'Agenzia Federale per l'Ambiente Tedesca - UBA)
- Direttiva Delegata della Commissione (UE) 2015/863 (Commissione Europea dello Smalto - EEA)
- Direttiva Eco-Design 2009/125/CE
Processo di Pulizia della Superficie
Prima di applicare lo smalto, la superficie metallica deve essere adeguatamente preparata.
Processi del sistema di gestione della qualità
| QUALITÀ | 1. VENDITE E MARKETING |
|---|---|
| 2. PRODUZIONE E PIANIFICAZIONE | |
| 3. ACQUISTI | |
| 4. MAGAZZINAGGIO | |
| 5. SPEDIZIONE |
Funzionamento generale del sistema di gestione della qualità
-
Sistema di gestione della qualità
-
Assicurazione della qualità
-
Controllo della qualità
-
Controllo degli input
-
Controllo del processo
-
Controllo finale
-
-
Assicurazione qualità / ISO 9001 / IATF 16949
APQP : I requisiti dello standard IATF 16949 sono applicati nella nostra azienda. In questo contesto, i difetti che potrebbero verificarsi nel processo vengono rilevati tramite i sistemi di rilevamento dei difetti e l'analisi degli effetti (FMEA) e vengono adottate le misure di controllo necessarie. I nostri sistemi di misurazione vengono verificati attraverso l'applicazione dell'Analisi dei sistemi di misurazione (MSA), e la verifica statistica delle misurazioni nel processo viene effettuata tramite il Controllo statistico dei processi (SPC).
PPAP : Il file PPAP, composto da diagramma di flusso, FMEA, MSA, SPC, piano di qualità, moduli di controllo, registri di progettazione, analisi dei materiali/esiti dei test, reclami dei clienti, calibrazione, registri di tracciabilità, rielaborazione e costi di cattiva qualità (PPM), può essere preparato in base alla richiesta del cliente.
| QUALITY | 1. SALES AND MARKETING |
|---|---|
| 2. PRODUCTION AND PLANNING | |
| 3. PURCHASING | |
| 4. STORAGE | |
| 5. SHIPMENT |
PPAP File Content;
Reclami dei clienti : I reclami dei clienti ricevuti dall'unità vendite via e-mail vengono inviati all'unità qualità. L'unità qualità registra il reclamo nel sistema ERP (Canias) ed esamina la causa principale del reclamo. Se necessario, viene avviata un'azione correttiva relativa al reclamo e viene preparato un rapporto 8D.
Calibrazione : La calibrazione degli strumenti di misurazione viene effettuata una volta all'anno da organismi accreditati. Il monitoraggio della calibrazione avviene tramite il sistema ERP (Canias).
Rielaborazione e costi di cattiva qualità : I prodotti identificati durante il controllo delle entrate, il controllo dei processi e il controllo finale, separati come scarti/ritorni/rielaborazione, sono registrati nel sistema ERP (Canias).
Tracciabilità : Il monitoraggio della tracciabilità avviene tramite il sistema ERP (Canias) in base al numero di serie, e i registri di controllo dei processi e del controllo finale sono accessibili in base al numero dell'ordine di lavoro.
Quality Control
Controllo delle entrate : Questo è il momento in cui vengono effettuati i controlli necessari per l'accettazione dei materiali acquistati. I registri dei materiali sottoposti a controllo delle entrate in base al piano di qualità d'ingresso vengono anch'essi effettuati tramite il sistema ERP (Canias). A seguito del controllo, i materiali conformi al piano di qualità d'ingresso vengono immagazzinati nel magazzino delle materie prime. I materiali non conformi vengono respinti o accettati con riserva. I materiali non conformi vengono segnalati al fornitore con il Rapporto di non conformità.
Controllo dei processi : Il controllo dei prodotti durante la fase di produzione viene effettuato secondo il piano di qualità pertinente e registrato nei moduli di controllo qualità. A seguito del controllo, i prodotti conformi al piano di qualità proseguono il processo. Se non rispettano il piano di qualità, viene presa una decisione di rielaborazione o di rifiuto. I prodotti per cui è stata presa una decisione di rielaborazione vengono inviati al magazzino di rielaborazione, mentre quelli rifiutati vengono inviati al magazzino degli scarti.
Controllo finale : Vengono effettuati controlli finali sui prodotti finiti. Vengono registrati con moduli di controllo finale. I prodotti conformi a seguito del controllo finale vengono inviati all'area di spedizione. Per i prodotti non conformi, viene presa una decisione di rielaborazione o di rifiuto.
Controllo della qualità secondo gli standard di produzione delle caldaie smaltate
Le caldaie smaltate sono prodotti utilizzati per preparare e conservare l'acqua calda necessaria nelle case, uffici, alberghi e ospedali.
DIN EN 4753-3 (requisiti dell'Agenzia Federale Tedesca per l'Ambiente) per la produzione di caldaie smaltate.
Direttiva delegata della Commissione (UE) 2015/863 (Commissione Europea degli Smalti).
La direttiva Eco-Design 2009/125/EC è stata presa come riferimento.

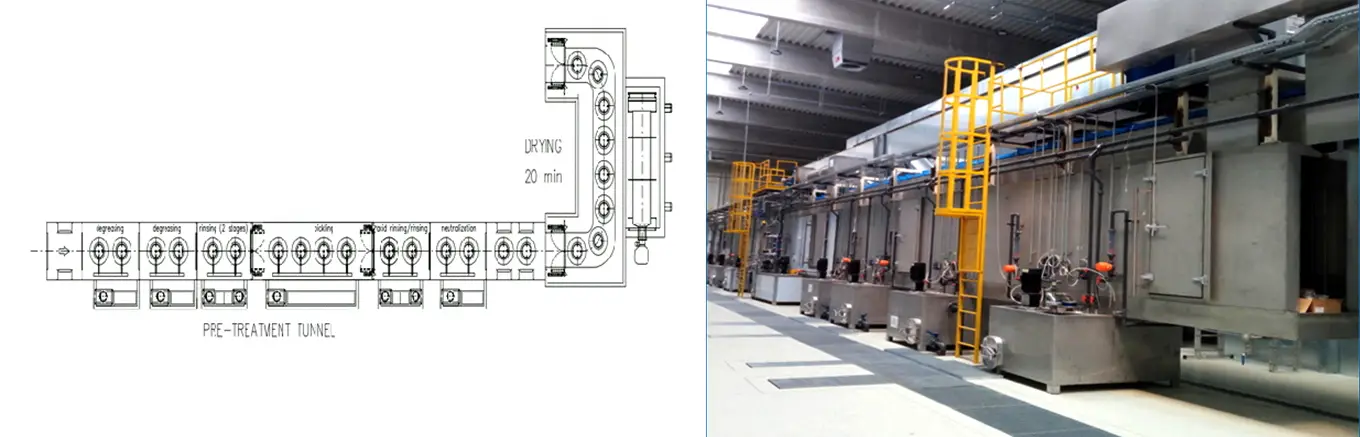
Processo di rivestimento smaltato - Linea di pulizia della superficie
Prima di applicare lo smalto, il metallo su cui verrà applicato deve essere preparato.
L'immagine approssimativa della disposizione prevista della linea di pulizia della superficie e l'immagine esterna della linea di pulizia della superficie sono come segue.
Metodi di controllo della qualità nel rivestimento in smalto
Test di smalto umido
Misurazione della densità È un test eseguito nel laboratorio di smalti per misurare la quantità di materiale per unità di volume dello smalto.
Test Bayer È la misurazione della dimensione dei grani dello smalto.
Misurazione del valore di presa dello smalto Serve per misurare il tempo di flusso e la presa dello smalto.
Test di smalto
Test di resistenza all'acido citrico La resistenza all'acido viene determinata in base alla deformazione causata dalla soluzione di acido citrico sullo smalto. Viene eseguito secondo le normative TS EN ISO 28706-1.
Test di resistenza all'acqua bollente Questo test serve per misurare la perdita che potrebbe verificarsi quando la superficie smaltata è esposta ad acqua calda. Viene eseguito utilizzando i metodi e gli apparecchi specificati in TS EN ISO 28706-2.
Test d'impatto Questo test viene eseguito su una macchina per test d'impatto per determinare la resistenza dell'adesione dello smalto al substrato. Viene eseguito in conformità con la norma TS EN 10209.
Test di resistenza agli shock termici L'obiettivo di questo test è misurare il comportamento della superficie smaltata sotto cambiamenti improvvisi di temperatura con test successivi di shock termico.
Test di innocuità igienica Un'analisi di migrazione viene eseguita secondo la norma DIN EN 12873-1 per determinare il rischio di migrazione di sostanze che comportano rischi tossicologici nell'acqua.
Controllo della qualità secondo gli standard delle pompe di calore
| DECLARAZIONE DI CONFORMITÀ | DIRECTIVA | NORME CORRELATE |
|---|---|---|
| Direttiva sulla compatibilità elettromagnetica (EMC) | 2014/30/UE | EN 55014-1-2, EN 61000-3-11, EN 62233, EN 61000-3-12 EN 60335-1-2-40, EN 62233 EN 60204, EN 12100-1 EN 14276-1-2, EN 378-1-2-3-4 EN 14825, EN 14511, EN 14511-4, (UE) No 813/2013, UE 2016/2282:2016-11-30, EN 12102-1 EN 61000-3-3, EN 61000-3-2, ETSI EN 301 489-1 V2.2.3, ETSI EN 301 489-17 V3.2.4, EN IEC 62311, ETSI EN 300 328 V2.2.2 |
| Regolamento sulla bassa tensione (LVD) | 2014/35/UE | |
| Direttiva Macchine (MD) | 2006/42/CE | |
| Direttiva Attrezzature a Pressione (PED) | 2014/68/UE | |
| Direttiva Ecodesign | 2009/125/CE | |
| Etichettatura energetica | 2010/30/UE | |
| Direttiva RoHS | 2011/65/UE, 2015/863 | |
| Direttiva ATEX (R290) | - | |
| Regolamento sulle attrezzature radio (RED) | 2013/53/UE |
| Standard / Processo | Descrizione | Regolamento |
|---|---|---|
| DIN EN 4753-3 | Requisiti dell'Agenzia federale tedesca per l'ambiente. | Agenzia federale tedesca per l'ambiente, Commissione europea per gli smalti, Regolamenti sull'efficienza energetica per le caldaie smaltate. |
| EU 2015/863 | Direttiva della Commissione europea per gli smalti. | |
| Eco-Design 2009/125/EC | Regolamenti sull'efficienza energetica per le caldaie smaltate. | |
| APQP | Rilevamento dei difetti e misure preventive di qualità. | APQP, PPAP, Reclami dei clienti, Controllo delle materie prime, Controllo del processo, Controllo finale, Calibrazione |
| PPAP | File di approvazione per le parti di produzione, inclusi i test di qualità. | |
| Reclami dei clienti | Registrazione dei reclami basata su ERP e azioni correttive. | |
| Controllo delle materie prime | Ispezione dei materiali acquistati prima dell'accettazione. | |
| Controllo del processo | Controlli di qualità durante la produzione. | |
| Controllo finale | Ispezioni finali prima della spedizione. | |
| Calibrazione | Calibrazione annuale delle attrezzature da parte di enti accreditati. |
