





 Réservoirs de Stockage
Réservoirs de Stockage
 Chauffe-eau Solaires
Chauffe-eau Solaires
 Pompes à Chaleur
Pompes à Chaleur
Planification Avancée de la Qualité des Produits (APQP)
Notre entreprise applique les exigences de la norme IATF 16949. Dans ce contexte, les défauts potentiels du processus sont détectés via une Analyse des Modes de Défaillance et de leurs Effets (AMDE), et des mesures de contrôle nécessaires sont mises en œuvre. Les systèmes de mesure sont vérifiés via une Analyse des Systèmes de Mesure (MSA), et la vérification statistique est réalisée via le Contrôle Statistique des Processus (SPC).
Processus d'Approbation de Pièce de Production (PPAP)
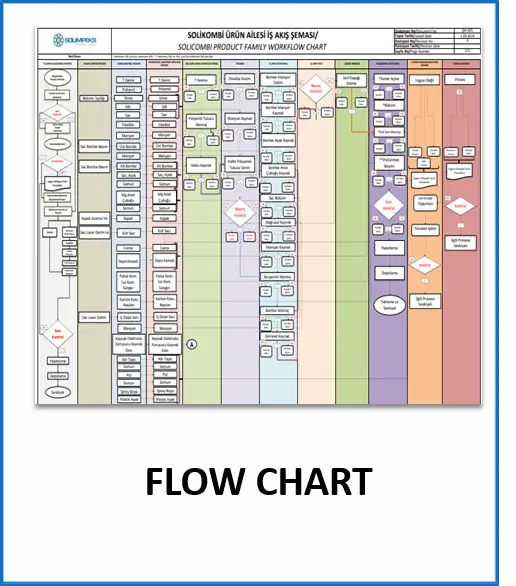
Un dossier PPAP, incluant le diagramme de flux, AMDE, MSA, SPC, plan qualité, formulaires de contrôle, enregistrements de conception, résultats d'analyse/tests des matériaux, réclamations clients, étalonnage, traçabilité, retouches et coûts de la non-qualité (PPM), peut être préparé sur demande client.
Gestion des Réclamations Clients
Les réclamations reçues par e-mail par le service commercial sont transmises au service qualité. Celui-ci enregistre la réclamation dans le système ERP (Canias) et en recherche la cause racine. Si nécessaire, des actions correctives sont initiées et un rapport 8D est préparé.
Contrôle des Entrées
Les matières achetées subissent les contrôles requis. Les enregistrements sont gérés dans le système ERP (Canias) selon le plan qualité entrant. Les matériaux conformes sont stockés, tandis que les non-conformes sont rejetés ou acceptés sous condition. Les fournisseurs sont informés via un Rapport de Non-Conformité.
Contrôle du Processus
Le contrôle en phase de production suit le plan qualité et est enregistré dans des formulaires dédiés. Les produits non conformes sont retraités ou mis au rebut.
Contrôle Final
Les vérifications finales sont réalisées sur les produits finis et documentées. Les produits conformes sont expédiés, les autres sont retraités ou rejetés.
Étalonnage
L'étalonnage des équipements de mesure est effectué annuellement par des organismes accrédités et suivi dans le système ERP (Canias).
Retouches et Coûts de la Non-Qualité
Les produits mis au rebut, retournés ou retouchés lors des contrôles sont enregistrés dans le système ERP (Canias).
Traçabilité
La traçabilité est gérée via l'ERP (Canias), avec suivi des numéros de série et accès aux enregistrements via les numéros de bon de travail.
Chaudières Émaillées
Les chaudières émaillées sont utilisées pour préparer et stocker l'eau chaude dans les foyers, hôtels, hôpitaux et lieux de travail.
Normes de Production
- DIN EN 4753-3 (Exigences de l'Agence fédérale de l'environnement allemande - UBA)
- Directive déléguée de la Commission (UE) 2015/863 (Commission européenne de l'émaillage - EEA)
- Directive Éco-Conception 2009/125/CE
Processus de Nettoyage de Surface
Avant l'application de l'émail, la surface métallique doit être correctement préparée.
Quality Management System Processes
| QUALITÉ | 1. VENTES ET MARKETING |
|---|---|
| 2. PRODUCTION ET PLANIFICATION | |
| 3. ACHATS | |
| 4. STOCKAGE | |
| 5. EXPÉDITION |
Système de gestion de la qualité Opération générale du système de gestion de la qualité
-
Système de gestion de la qualité
-
Assurance qualité
-
Contrôle qualité
-
Contrôle d'entrée
-
Contrôle du processus
-
Contrôle final
-
-
Assurance qualité / ISO 9001 / IATF 16949
APQP : Les exigences de la norme IATF 16949 sont appliquées dans notre entreprise. Dans ce contexte, les défauts pouvant survenir dans le processus sont détectés par les systèmes de détection de défauts et l'analyse des effets (FMEA), et les mesures de contrôle nécessaires sont prises. Nos systèmes de mesure sont vérifiés via l'application Analyse des systèmes de mesure (MSA), et la vérification statistique des mesures dans le processus est effectuée via le Contrôle statistique des processus (SPC).
PPAP : Le fichier PPAP, composé d'un diagramme de flux, FMEA, MSA, SPC, plan qualité, formulaires de contrôle, dossiers de conception, analyse des matériaux/résultats des tests, réclamations des clients, calibration, enregistrements de traçabilité, re-travail et coûts de mauvaise qualité (PPM), peut être préparé selon la demande du client.
PPAP File Content;
Réclamations des clients : Les réclamations des clients reçues par l'unité de vente par e-mail sont transférées à l'unité qualité. L'unité qualité enregistre la réclamation dans le système ERP (Canias) et examine la cause principale de la réclamation. Si nécessaire, une action corrective est lancée concernant la réclamation et un rapport 8D est préparé.
Calibration : La calibration des équipements de mesure est effectuée une fois par an par des organismes accrédités. Le suivi de la calibration est effectué via le système ERP (Canias).
Re-travail et coûts de mauvaise qualité : Les produits identifiés lors du contrôle des entrées, du contrôle des processus et du contrôle final, séparés en tant que déchets/retours/re-travail, sont enregistrés dans le système ERP (Canias).
Traçabilité : Le suivi de la traçabilité est effectué via le système ERP (Canias) en fonction du numéro de série, et les enregistrements de contrôle des processus et du contrôle final sont accessibles en fonction du numéro de l'ordre de travail.
Contrôle de la qualité
Contrôle des entrées : Il s'agit de l'étape où les contrôles nécessaires sont effectués pour l'acceptation des matériaux achetés. Les enregistrements des matériaux soumis à un contrôle des entrées selon le plan qualité d'entrée sont également effectués via le système ERP (Canias). À la suite du contrôle, les matériaux conformes au plan qualité d'entrée sont stockés dans l'entrepôt de matières premières. Les matériaux non conformes sont rejetés ou acceptés sous condition. Les matériaux non conformes sont signalés au fournisseur avec le Rapport de non-conformité.
Contrôle des processus : Le contrôle des produits pendant la phase de production est effectué selon le plan qualité pertinent et est enregistré dans les formulaires de contrôle qualité. À la suite du contrôle, les produits conformes au plan qualité poursuivent le processus. Si un produit ne respecte pas le plan qualité, une décision de retraitement ou de rejet est prise. Ceux pour lesquels une décision de retraitement a été prise sont envoyés à l'entrepôt de retraitement, et ceux rejetés sont envoyés à l'entrepôt des déchets.
Contrôle final : Des contrôles finaux sont effectués sur les produits finis. Ils sont enregistrés avec des formulaires de contrôle final. Les produits conformes à la suite de ce contrôle sont envoyés à la zone d'expédition. Pour les produits non conformes, une décision de retraitement ou de rejet est prise.
Contrôle de la qualité selon les normes de production de chaudières émaillées
Les chaudières émaillées sont des produits utilisés pour préparer et stocker de l'eau chaude nécessaire dans les foyers, bureaux, hôtels et hôpitaux.
DIN EN 4753-3 (exigences de l'Agence fédérale allemande pour l'environnement) pour la production de chaudières émaillées.
Directive déléguée de la Commission (UE) 2015/863 (Commission européenne des émaux).
La directive Eco-Design 2009/125/EC a été prise comme référence.

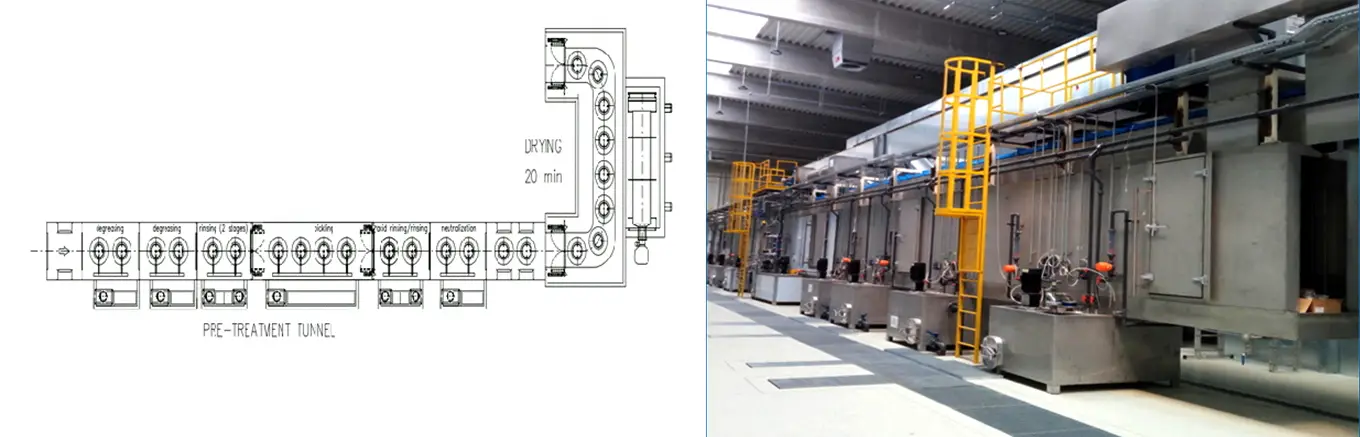
Processus de revêtement émaillé - Ligne de nettoyage de surface
Avant d'appliquer l'émail, le métal sur lequel l'émail sera appliqué doit être préparé.
L'image approximative de la disposition prévue de la ligne de nettoyage de surface et l'image externe de la ligne de nettoyage de surface sont comme suit.
Méthodes de contrôle de la qualité dans le revêtement émaillé
Tests d'émail humide
Mesure de la densité C'est un test effectué dans le laboratoire d'émail pour mesurer la quantité de matériau par unité de volume d'émail.
Test Bayer Il s'agit de la mesure de la taille des grains de l'émail.
Mesure de la valeur de prise de l'émail Il est destiné à mesurer le temps d'écoulement et la prise de l'émail.
Tests d'émail
Test de résistance à l'acide citrique La résistance à l'acide est déterminée en fonction de la déformation causée par la solution d'acide citrique sur l'émail. Il est effectué selon les normes TS EN ISO 28706-1.
Test de résistance à l'eau bouillante Ce test vise à mesurer la perte pouvant survenir lorsque la surface émaillée est exposée à de l'eau chaude. Il est effectué à l'aide des méthodes et appareils spécifiés dans TS EN ISO 28706-2.
Test d'impact Ce test est effectué sur un appareil d'essai d'impact pour déterminer la résistance à l'adhésion de l'émail au substrat. Il est effectué conformément à la norme TS EN 10209.
Test de résistance aux chocs thermiques L'objectif de ce test est de mesurer le comportement de la surface émaillée sous des changements soudains de température avec des tests successifs de choc thermique.
Test d'innocuité hygiénique Une analyse de migration est réalisée conformément à la norme DIN EN 12873-1 pour déterminer le risque de migration de substances présentant un risque toxicologique dans l'eau.
Contrôle de la qualité selon les normes de la pompe à chaleur
| DECLARATION OF CONFORMITY | DIRECTIVE | RELATED STANDARDS |
|---|---|---|
| EMC Electromagnetic Compatibility Directive | 2014/30/EU | EN 55014-1-2, EN 61000-3-11, EN 62233, EN 61000-3-12 EN 60335-1-2-40, EN 62233 EN 60204, EN 12100-1 EN 14276-1-2, EN 378-1-2-3-4 EN 14825, EN 14511, EN 14511-4, (EU) No 813/2013, EU 2016/2282:2016-11-30, EN 12102-1 EN 61000-3-3, EN 61000-3-2, ETSI EN 301 489-1 V2.2.3, ETSI EN 301 489-17 V3.2.4, EN IEC 62311, ETSI EN 300 328 V2.2.2 |
| LVD Low Voltage Regulation | 2014/35/EU | |
| MD Machinery Directive | 2006/42/EC | |
| PED Pressure Equipment Directive | 2014/68/EU | |
| ECO Design Directive | 2009/125/EC | |
| Energy Labelling | 2010/30/EU | |
| RoHS Directive | 2011/65/EU, 2015/863 | |
| ATEX (R290) Directive | - | |
| RED Radio Equipment Regulation | 2013/53/EU |
| Norme / Processus | Description | Réglementation |
|---|---|---|
| DIN EN 4753-3 | Exigences de l'Agence fédérale allemande de l'environnement. | Agence fédérale allemande de l'environnement, Commission européenne des émaux, Règlementations sur l'efficacité énergétique pour les chaudières émaillées. |
| EU 2015/863 | Directive de la Commission européenne des émaux. | |
| Eco-Design 2009/125/EC | Règlementations sur l'efficacité énergétique pour les chaudières émaillées. | |
| APQP | Détection des défauts et mesures préventives de qualité. | APQP, PPAP, Réclamations clients, Contrôle des entrées, Contrôle des processus, Contrôle final, Calibration |
| PPAP | Fichier d'approbation pour les pièces de production, y compris les tests de qualité. | |
| Réclamations clients | Enregistrement des réclamations basé sur ERP et actions correctives. | |
| Contrôle des entrées | Inspection des matériaux achetés avant leur acceptation. | |
| Contrôle des processus | Contrôles de qualité pendant la production. | |
| Contrôle final | Inspections finales avant expédition. | |
| Calibration | Calibration annuelle des équipements par des organismes accrédités. |
